焊接過程中,工件和焊料熔化形成熔融區域,熔池冷卻凝固後便形成材料之間的連接。這一過程中,通常還需要施加壓力。焊接的能量來源有很多種,包括氣體焰、電弧、激光、電子束、摩擦和超聲波等。19世紀末之前,唯一的焊接工藝是鐵匠沿用了數百年的金屬鍛焊。最早的現代焊接技術出現在19世紀末,先是弧焊和氧燃氣焊,稍後出現了電阻焊。20世紀早期,隨著第一次和第二次世界大戰開戰,對軍用器材廉價可靠的連接方法需求極大,故促進了焊接技術的發展。今天,隨著焊接機器人在工業應用中的廣泛應用,研究人員仍在深入研究焊接的本質,繼續開發新的焊接方法,以進一步提高焊接質量。
焊接技術主要應用在金屬母材上,常用的有電弧焊,氬弧焊,CO2保護焊,氧氣-乙炔焊,激光焊接,電渣壓力焊等多種,塑料等非金屬材料亦可進行焊接。金屬焊接方法有40種以上,主要分為熔焊、壓焊和釬焊三大類。
熔焊是在焊接過程中將工件接口加熱至熔化狀態,不加壓力完成焊接的方法。熔焊時,熱源將待焊兩工件接口處迅速加熱熔化,形成熔池。熔池隨熱源向前移動,冷卻後形成連續焊縫而將兩工件連接成為一體。
壓焊是在加壓條件下,使兩工件在固態下實現原子間結合,又稱固態焊接。常用的壓焊工藝是電阻對焊,當電流通過兩工件的連接端時,該處因電阻很大而溫度上升,當加熱至塑性狀態時,在軸向壓力作用下連接成為一體。
釬焊是使用比工件熔點 低的金屬材料作釬料,將工件和釬料加熱到高於釬料熔點、低於工件熔點的溫度,利用液態釬料潤濕工件,填充接口間隙並與工件實現原子間的相互擴散,從而實現焊接的方法。焊接時形成的連接兩個被連接體的接縫稱為焊縫。焊縫的兩側在焊接時會受到焊接熱作用,而發生組織和性能變化,這一區域被稱為熱影響區。焊接時因工件材料焊接材料、焊接電流等不同,焊後在焊縫和熱影響區可能產生過熱、脆化、淬硬或軟化現象,也使焊件性能下降,惡化焊接性。這就需要調整焊接條件,焊前對焊件接口處預熱、焊時保溫和焊後熱處理可以改善焊件的焊接質量。
低的金屬材料作釬料,將工件和釬料加熱到高於釬料熔點、低於工件熔點的溫度,利用液態釬料潤濕工件,填充接口間隙並與工件實現原子間的相互擴散,從而實現焊接的方法。焊接時形成的連接兩個被連接體的接縫稱為焊縫。焊縫的兩側在焊接時會受到焊接熱作用,而發生組織和性能變化,這一區域被稱為熱影響區。焊接時因工件材料焊接材料、焊接電流等不同,焊後在焊縫和熱影響區可能產生過熱、脆化、淬硬或軟化現象,也使焊件性能下降,惡化焊接性。這就需要調整焊接條件,焊前對焊件接口處預熱、焊時保溫和焊後熱處理可以改善焊件的焊接質量。
焊接的出現迎合了金屬藝術發展對新工藝手段的需要。
藝術創造與工藝方法,永遠是密不可分的。作為一種工業技術,焊接的出現,迎合了金屬藝術發展對新的工藝手段的需要。而在另一方面,金屬在焊接熱量作用下,所產生的獨特美妙的變化,也滿足了金屬藝術對新的藝術表現語言的需求。在今天的金屬藝術創作中,焊接正在被作為一種獨特的藝術表現語言而著力加以表現。金屬焊接藝術,可以作為一種相對獨立的藝術形式,以分支的方式從傳統的金屬藝術中分離出來,這是因為焊接具有藝術性。
焊瘤
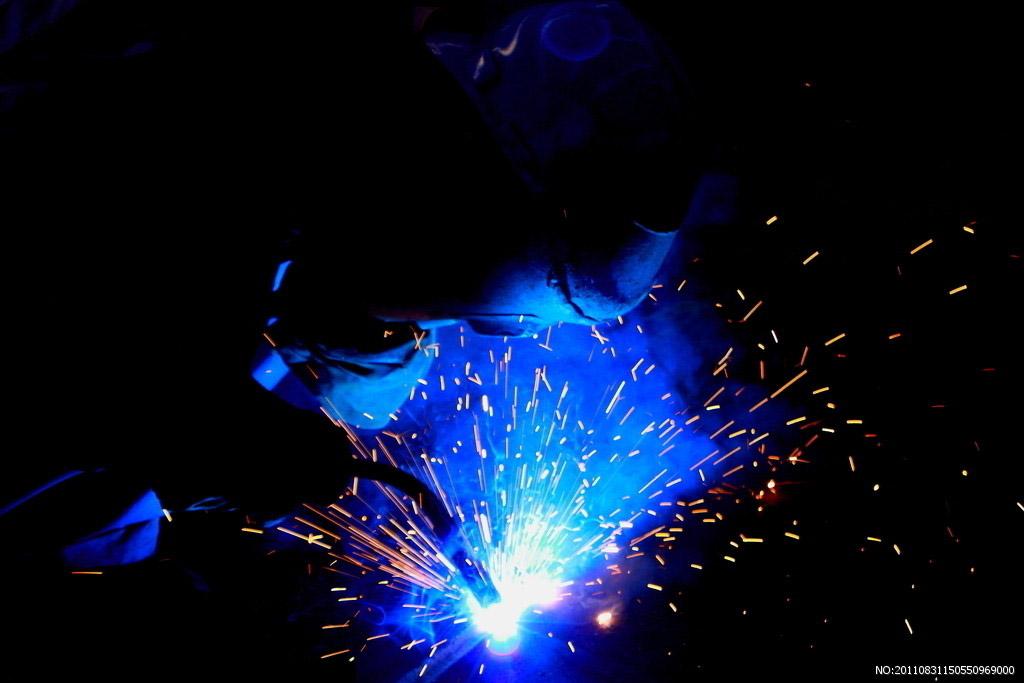
焊接,可 以產生豐富的藝術創作的表現語言。焊接通常是在高溫下進行的,而金屬在高溫下,會產生許多美妙豐富的變化。金屬母材會發生顏色變化和熱變形(即焊接熱影響區)
;焊絲熔化後會形成一些漂亮的肌理;而焊接缺陷在焊接藝術中更是經常被應用。焊接缺陷是指焊接過程中,在焊接接頭產生的不符合設計或工藝要求的缺陷。其表現形式主要有焊接裂紋、氣孔、咬邊、未焊透、未熔合、夾渣、焊瘤、塌陷、凹坑、燒穿、夾雜等這是個十分有趣的現象
:在今天的金屬藝術創作中,焊接的藝術性通常體現在一些工業焊接的失敗操作之中,或者說蘊藏於一些工業焊接極力避免的焊接缺陷之中。其次,焊接藝術語言是獨特的。
以產生豐富的藝術創作的表現語言。焊接通常是在高溫下進行的,而金屬在高溫下,會產生許多美妙豐富的變化。金屬母材會發生顏色變化和熱變形(即焊接熱影響區)
;焊絲熔化後會形成一些漂亮的肌理;而焊接缺陷在焊接藝術中更是經常被應用。焊接缺陷是指焊接過程中,在焊接接頭產生的不符合設計或工藝要求的缺陷。其表現形式主要有焊接裂紋、氣孔、咬邊、未焊透、未熔合、夾渣、焊瘤、塌陷、凹坑、燒穿、夾雜等這是個十分有趣的現象
:在今天的金屬藝術創作中,焊接的藝術性通常體現在一些工業焊接的失敗操作之中,或者說蘊藏於一些工業焊接極力避免的焊接缺陷之中。其次,焊接藝術語言是獨特的。
一件焊接雕塑,粗的焊縫裸露在雕塑表面,各種不規則的切割痕跡也變成了藝術家優美的藝術語言在很多情況下,由於焊接雕塑所追求的粗糙質樸的風格,金屬的銹蝕、瑕疵也大多根據作品的需要特意保留,因此,在焊接雕塑中常常可以感覺到一種非雕琢的、原始的美。
 雕塑下部的鋼板拼接處的焊縫很粗大,從焊接工藝的牢固性來看,這顯然不僅僅是出於對雕塑結實程度的考慮,在這件雕塑中,下部幾條扭曲的焊縫已經作為雕塑整體審美的一個重要因素而成為其不可缺少的一部分。從雕塑整體來看,不論是上半部分的文字造型,還是下半部分的肌理處理,到處有扭曲的焊接痕跡的出現,整個作品達到了整體視覺語言的統一。手工等離子切割的方法,利用切割時電流產生的熱量,使切割的邊緣產生熱影響區,這樣的話就給亮白色的不銹鋼「染」上了一圈略帶漸變的色彩了。同時,通過對焊接的規範的調節,割槍噴出的強烈氣流,會在切割鋼板熔化的瞬間,在切割邊緣「吹」起一圈隨機形成的肌理。這種隨機效果的形成過程,帶有一定的偶然性,但又是在一定的焊接規範下,必然產生的現象。從尺寸的角度考慮,尺寸較大的焊接藝術壁飾,可採用半自動CO2氣體保護焊,較小的可採用手工鎢極氬弧焊。
雕塑下部的鋼板拼接處的焊縫很粗大,從焊接工藝的牢固性來看,這顯然不僅僅是出於對雕塑結實程度的考慮,在這件雕塑中,下部幾條扭曲的焊縫已經作為雕塑整體審美的一個重要因素而成為其不可缺少的一部分。從雕塑整體來看,不論是上半部分的文字造型,還是下半部分的肌理處理,到處有扭曲的焊接痕跡的出現,整個作品達到了整體視覺語言的統一。手工等離子切割的方法,利用切割時電流產生的熱量,使切割的邊緣產生熱影響區,這樣的話就給亮白色的不銹鋼「染」上了一圈略帶漸變的色彩了。同時,通過對焊接的規範的調節,割槍噴出的強烈氣流,會在切割鋼板熔化的瞬間,在切割邊緣「吹」起一圈隨機形成的肌理。這種隨機效果的形成過程,帶有一定的偶然性,但又是在一定的焊接規範下,必然產生的現象。從尺寸的角度考慮,尺寸較大的焊接藝術壁飾,可採用半自動CO2氣體保護焊,較小的可採用手工鎢極氬弧焊。
如果把一幅壁飾作品,看成一幅畫的話,畫面中的點、線、面、黑、白、灰甚至顏色的處理,都可以通過焊接的方法來實現。各種型號、各種材質的金屬絲,應用不同的焊接工藝,會在畫面上以不同的形式出現。不同金屬的顏色不同,不銹鋼的亮銀色、鋁材的亞銀色、碳鋼的烏亮色,鈦鋼、青銅、紫銅、黃銅而且就鋼材來說,不同的鋼材,在高溫受熱時,會出現不同的顏色變化,即焊接熱影響區的不同。另外,切割也是焊接藝術壁飾創作的方法之一,既可以與焊接結合使用,也可以單獨使用,這完全取決於創作者的創作意圖,和對工藝與效果的掌握程度。以上所述的這些方法綜合起來,變化的豐富可想而知。













 MS_5214
MS_5214